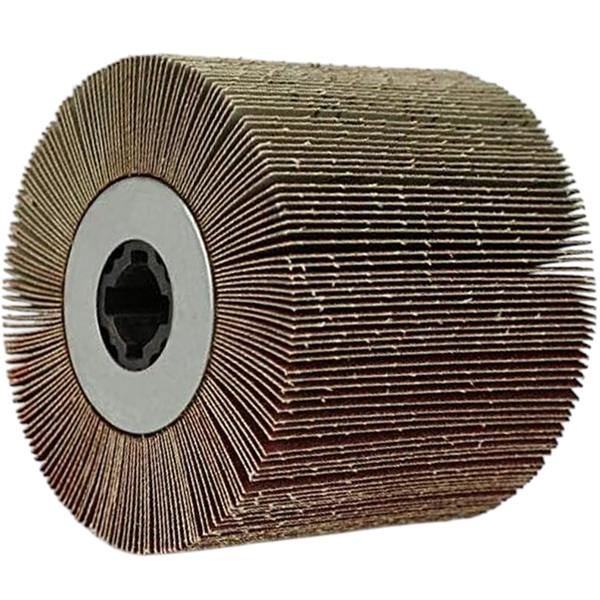





В пятне контакта происходит жесткий съем материала. Оксид алюминия фракции P60 не выглаживает поверхность. Он агрессивно вгрызается в металл. На 3000 оборотах лепестковая структура барабана раскрывается под действием центробежной силы, создавая плотный абразивный цилиндр шириной 100 мм. Риска ложится строго в одном направлении.
Кинематика направленного реза и морфология зерна
Оксид алюминия работает на излом. Кристалл тупится, но под давлением скалывается по микрограням. Обнажается новая режущая кромка. Это эффект самозатачивания. Периодически мастера жалуются на быстрое засаливание. Причина проста: нехватка прижима. Лепестки из плотной абразивной ткани отводят шлам в зазоры между ламелями. Контакт с деталью идет линией, а не точкой. Появление «ям» на плоскости, характерных для работы жесткими зачистными дисками, практически исключено.
Пределы прочности (Стресс-тест)
Критическое превышение оборотов. Ставить этот валик на УШМ без регулировки (11000 об/мин) нельзя. Тканевая основа лепестков порвется от центробежной силы. Смоляная связка сгорит за секунды. На металле останется глубокий черный прижог.
Работа на низких оборотах без давления. Гладить деталь на 1000 об/мин бессмысленно. Оксид алюминия не будет скалываться. Зерно обкатается, затупится и начнется засаливание. Абразив перестанет резать. Пойдет нагрев детали трением.
Технический паспорт
- Рабочий диаметр: 100 мм
- Ширина охвата: 100 мм
- Фракция абразива: P60 (грубый рез)
- Природа зерна: Оксид алюминия на тканевой основе
- Посадочный узел: 19 мм (4 шпоночных паза)
- Агрегатирование: Щеточные шлифмашины, УШМ с регулировкой оборотов (через адаптер WorkMan AD-100-M14)
Лаборатория Workman: Разбор ОТК
P60 — это грубая калибровка. После прохода валиком вы получаете глубокую V-образную риску. Тактильно поверхность шершавая. Острые заусенцы цепляют кожу. Это строгая подготовка базы, а не финиш. Из практики ОТК: Главная ошибка при работе с этим зерном — попытка вывести плоскость в ноль. Задача валика — содрать окалину и задать единое направление профиля. Передержите инструмент на одном месте — выроете траншею даже на конструкционной стали.
Рабочий диапазон лежит в пределах 2500-3000 об/мин. Бывало, сам однажды запорол тонкий лист, пытаясь снять глубокую ржавчину на высоких оборотах — металл мгновенно повело от локального перегрева. Оптимальная связка для оснастки: профильная труба со следами коррозии и щеточная машина. Для деликатных работ на тонкостенном металле ищите зерно мельче.